502 Union Elbow SAE 040201 Pêlavên Pîşesazî yên Brass ên Berbiçav 3502
 SAE 040201 3502
SAE 040201 3502
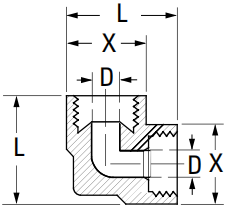
| PAR# | TUBE OD | D | X | L |
| 502-04 | 1/4 | .188 | .53 | .77 |
| 502-05 | 5/16 | .219 | .59 | .86 |
| 502-06 | 3/8 | .281 | .72 | 1.04 |
Ji bo referansê veguherandin
Parker: 255IFHD-4
Eaton/HeadHead: 502×4 502×5*502×6
Midland : 12-110 12-111 12-112
ji kerema xwe bala xwe bidin :Bergotin û radestkirina tiştên ne-stok li gorî daxwazê têne peyda kirin.Veavakirin û pîvan bêyî agahdarkirinê têne guhertin.Agahiyên bêtir dikarin di SAE J530 Otomotiv Pipe Fittings û SAE J531 Drain Plugs de werin dîtin.
Tesîs û Adapterên Flarê yên Beralîkirî yên Brass
Standard Pîşesaziyê - SAE J512 Flare Bervekirî
Applications
LP û gaza xwezayî, şilavên şewatbar, frena hîdrolîk, rêweriya hêzê, xetên sotemeniyê û xetên sarkerê veguheztinê, sarinckirin, pergalên hîdrolîk û pneumatîk.Li ser xetên zexta nizm, navîn û bilind di bin şert û mercên herî xirab de têne bikar anîn, bi lûleyên hîdrolîk ên sifir, tûnc, aluminium û pola yên ku dikarin werin şewitandin re hevaheng in.
Features
- Avakirin - Gûzê kurt bendikên lûleyê pir nêzik peyda dike.Gûzê lûleya pola an tûncê, barstock rasterast & pêlavên qelandî.
- Berxwedana vibrasyonê ya baş - Dema ku berxwedana lerizînê ya mezintir hewce ye gwîzê dirêj bikar bînin.
- Lihevhatin - Amûrên tîrêjê yên giran li gorî taybetmendiyên SAE têne çêkirin, bi taybetmendî û standardên ASA, ASME, SAE, û MS (Standardên Leşkerî) têne çêkirin.
- Vebikaranîna ji nû ve - Dikare çend caran were civandin û ji nû ve were berhev kirin & Li dijî vekişîna mekanîkî ye.
Specification
- Rêzeya Germahiya: -65°F heta +250°F (-53°C heta +121°C) di zextên herî zêde yên xebatê de.
- Zexta Xebatê: heya 2000 psi li gorî mezinahiya tubê ve girêdayî ye.Dê li ber zexta teqandinê ya lûleya standard bisekinin - heya 5000 psi bi bundy-weld (du qat şûştin) û 3500 psi bi lûleyên sifir re, li gorî mezinbûnê.Eşkere ye, Germahî û celebê tubê ku tê bikar anîn faktorên girîng in.
Telîmatên Sazkirinê
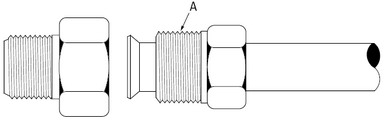
- Bi dirêjahiya xwestinê lûle birîn.Piştrast bikin ku hemî gurz têne rakirin û dawiya çargoşe têne qut kirin.
- Gûzê li ser lûleyê bişkînin.Divê dawiya têra "A" ya gwîzê ber bi derve ve be.
- Dawiya boriyê bi amûrek şewitandinê ya 45 ° dişewitîne.Ji bo daneyên şewatê li rûpela 20 binêre.
yek.Dirêjahiya şewatê bipîve.
b.Ji bo ziravbûna zêde ya şewqê bikolin.
c.Li ser dîwarê zirav, lûleyên wellandî an ziravkirî, tîrêjê ducar bikar bînin da ku pêşî li çirûsîn û şikestinê bigirin. - Mijalan rûn bikin û li laşê girêdanê bicivînin.Pêdivî ye ku nut bi destên hişk were zivirandin.
- Civînê bi kulmekê hişk bikin heya ku hestek zexm çêbibe.Ji wê nuqteyê, zivirîna yek-şeşemîn bicîh bikin.





